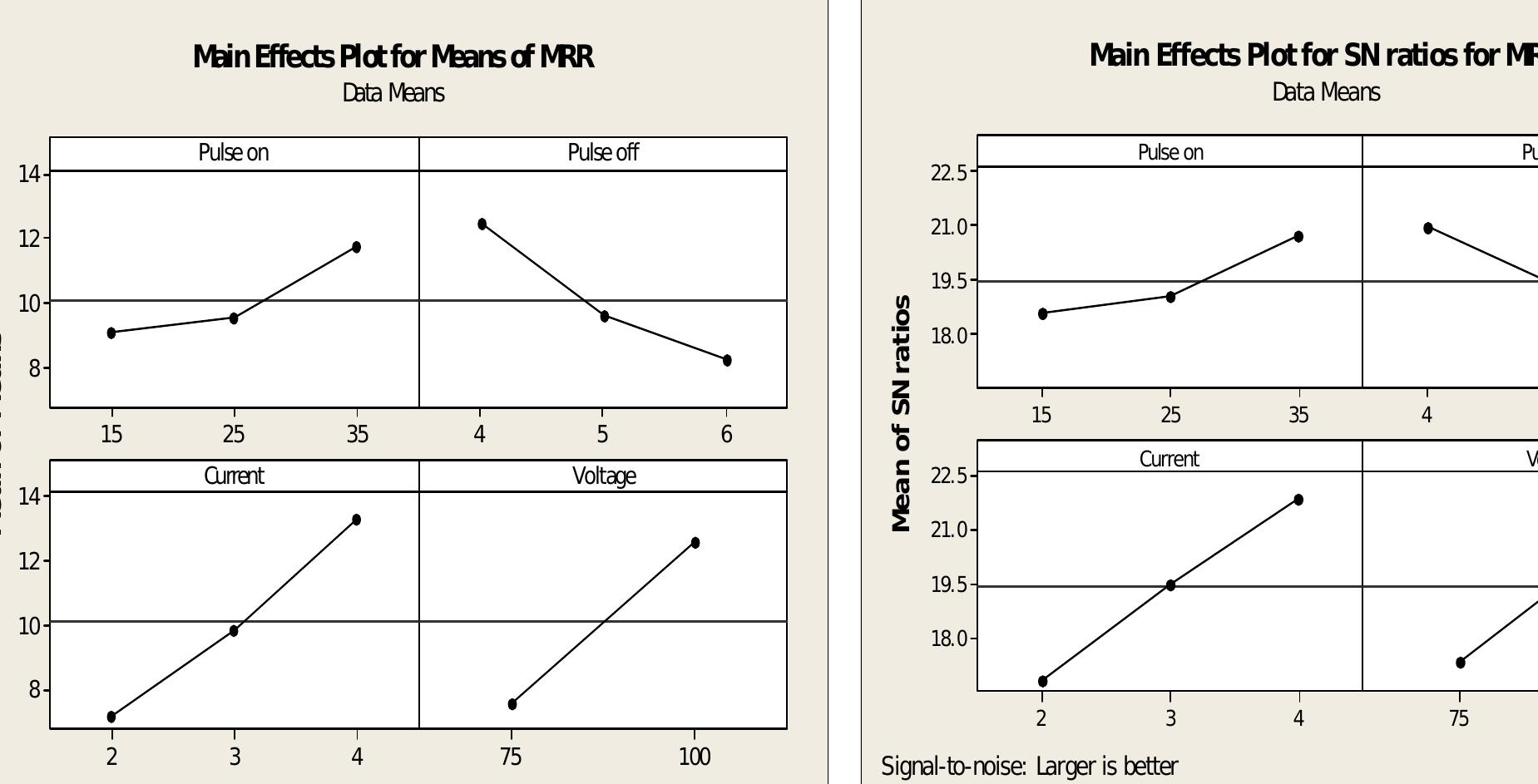
Figure 6 - from "Parameters Optimisation of Wire Electrical Discharge Machining on AISI D3 Steel with Different Thickness"
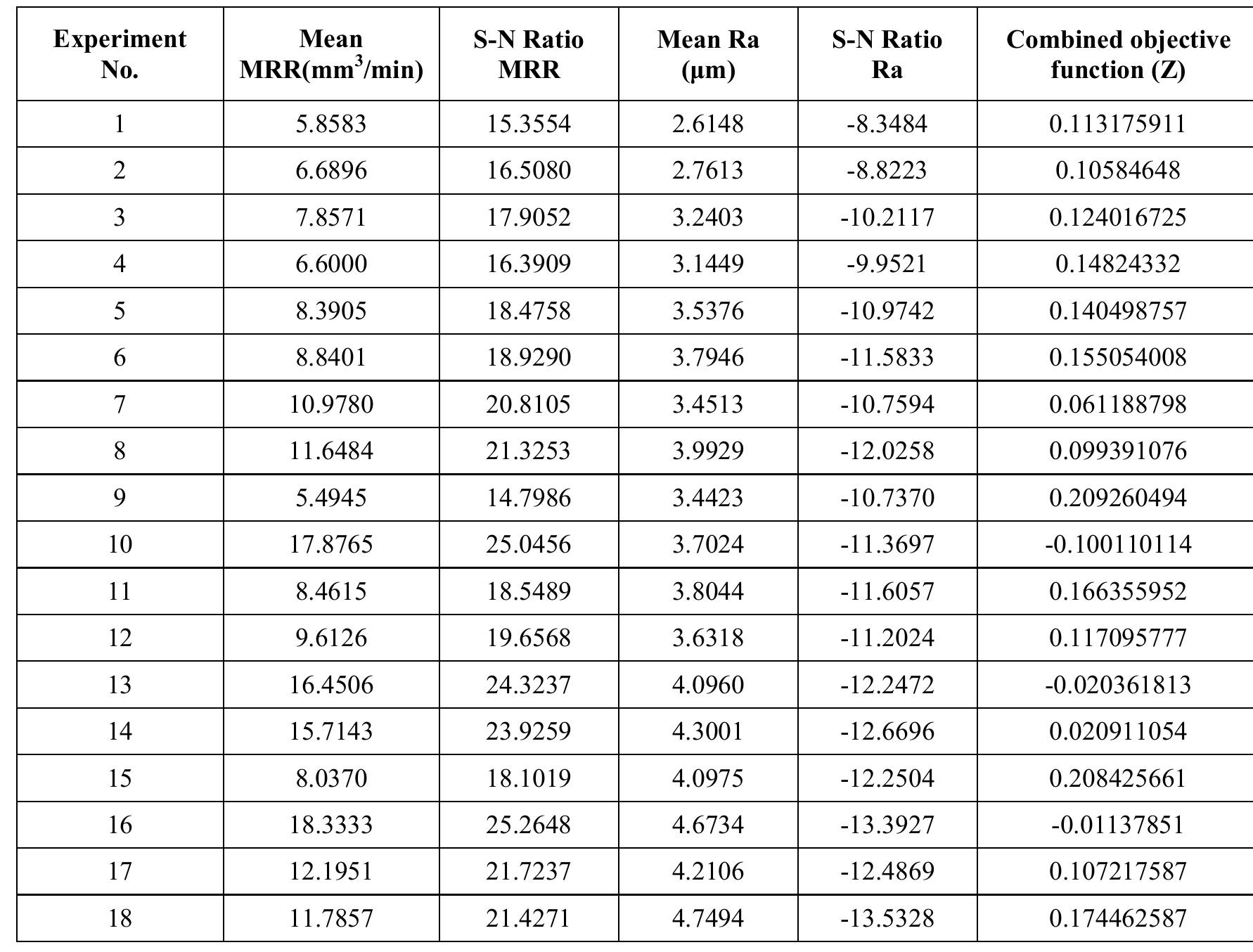
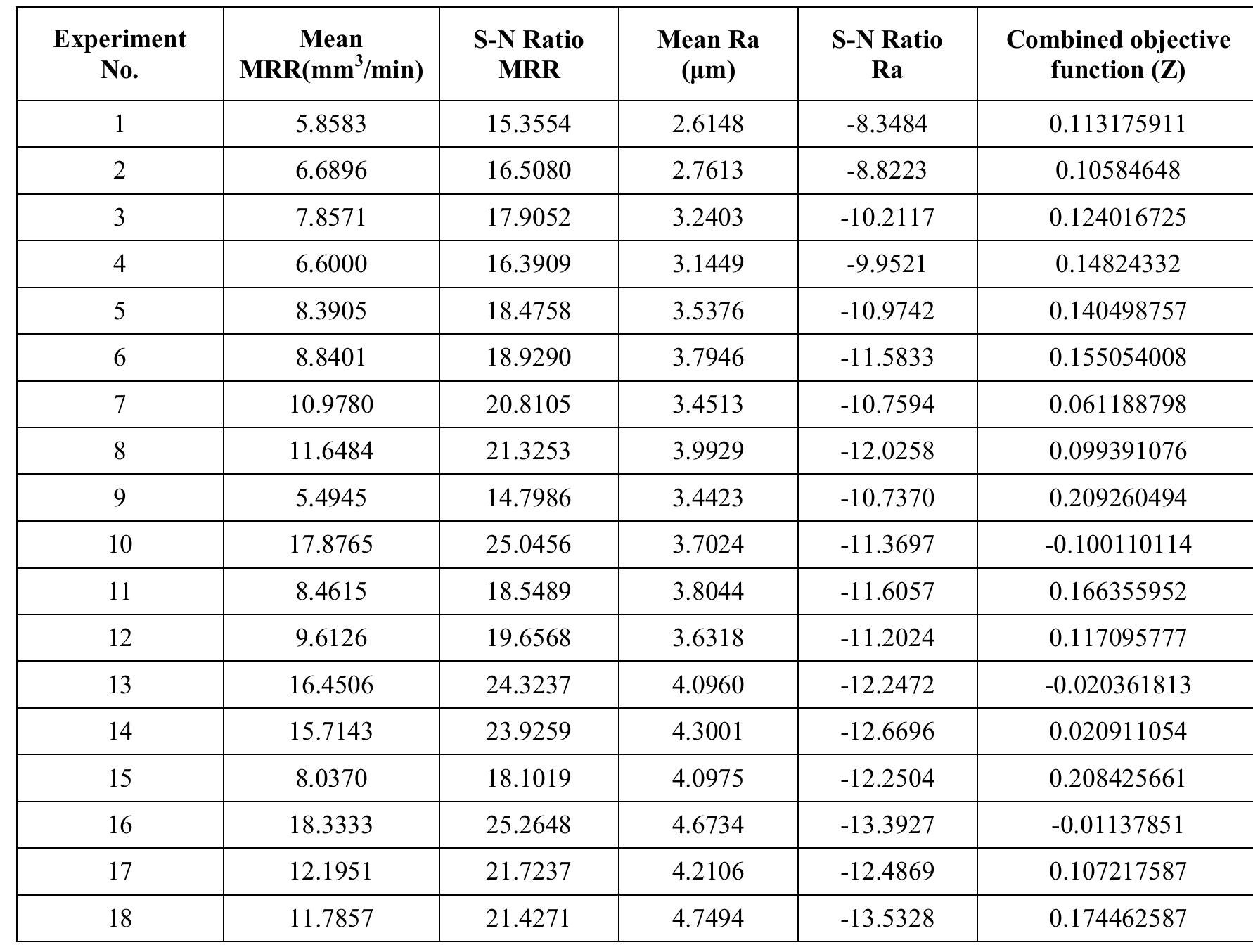
TABLE V. EXPERIMENTAL VALUES FOR 75MM THICKNESS WORKPIECE accompanied by their S-N Ratio and combined objective function (Z). The above Table V. shows the MRR and R, values for he 75mm thickness workpiece of AISI D3_ steel
Figure source:

{kind=link}
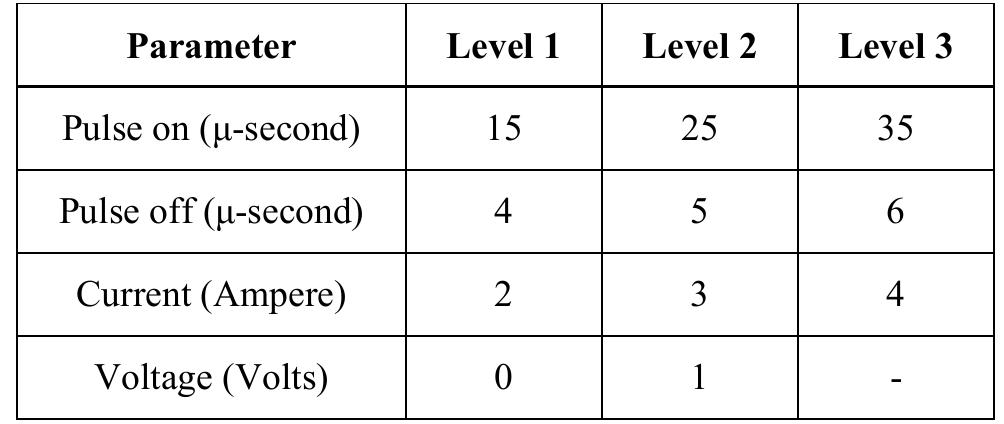
Abstract: The present work aims to find out an optimum machining parameter for the wire electrical discharge machining of AISI D3 steel of two different thickness (50mm & 75mm). AISI D3 is a die steel which find its wide application in the die making and coinage industry. The work material was machined in Wire-EDM with the pulse on time, pulse off time, current and voltage as input parameters. Pulse on time, pulse off time and current were set to have three levels and voltage is set to two levels of input. The measured output parameters were material removal rate (MRR) and surface roughness (R a). The experiments were conducted using Taguchi's L18 orthogonal array (OA), thereby minimising the number of experiments conducted. Molybdenum wire of 0.18mm diameter was chosen as wire material and de-mineralised water as dielectric medium. The MRR and R a were analysed in the Taguchimethod with the help of Minitab software. Signal-to-Noise ratio is derived and regression analysis was performed on experimental results. The combined objective function (Minimisation function) was employed to find the optimal parameter along with Taguchi technique.